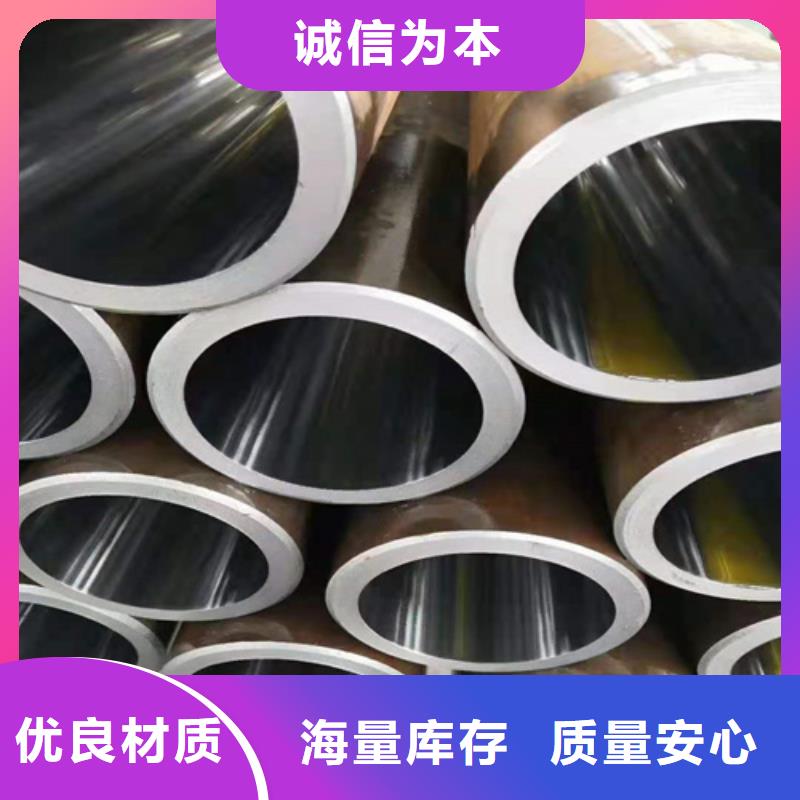
绗磨管现货全国配送


还有就是在砂条运转和上下运动的时候,那些磨粒会在表面形成相应运动轨迹。珩磨管的切速是比较低的,这样就能够大大增加珩磨的效率。除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。
1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。
2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。
3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。
4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。



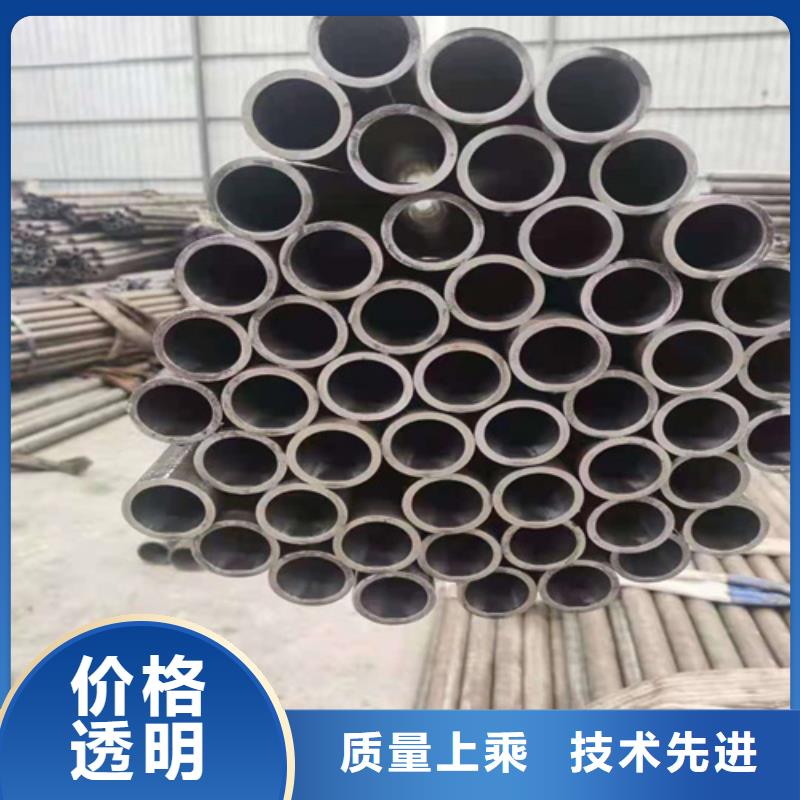
珩磨管的定压过程1、脱落切削阶段,这种定压珩磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着珩磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒端切削。因而磨粒端负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
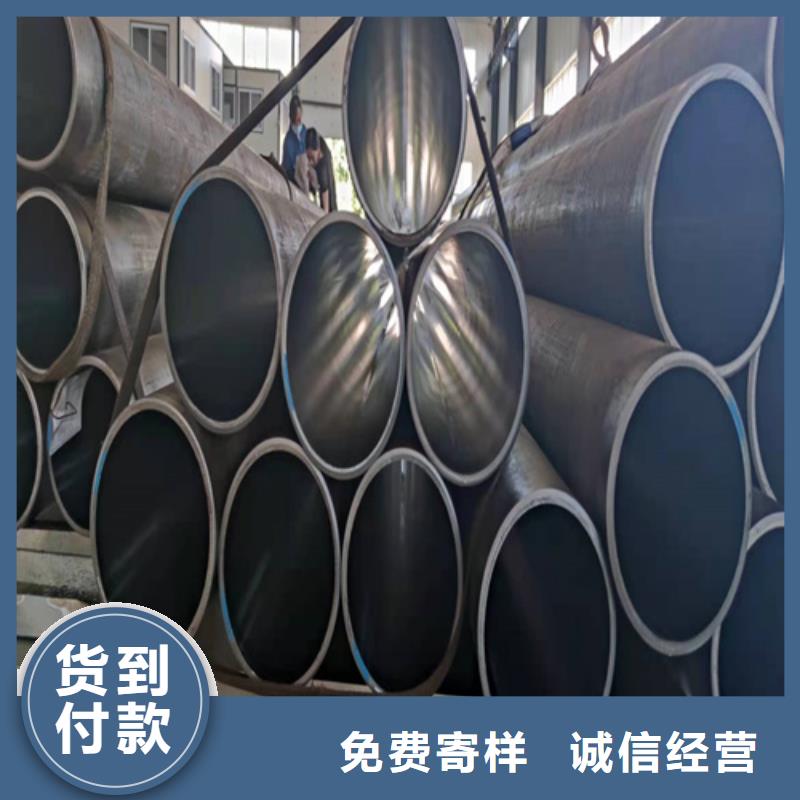
珩磨管3、堵塞切削阶段,继续珩磨时油石和孔表面的接触面积越来越大,极细的切屑堆积于油石与孔壁之间不易清理,造成油石堵塞,变得很光滑。因此油石切削能力低,相当于抛光。若继续珩磨,油石堵塞严重而产生粘结性堵塞时,油石失去切削能力并严重发热,孔的精度和表面粗糙度均会受到影响。此时应尽快结束珩磨。






如需了解更多 绗磨管产品信息,可以直接点击店铺链接,进入与之对应的 绗磨管产品栏目进行了解,也可以直接拨打我们的销售热线进行了解。


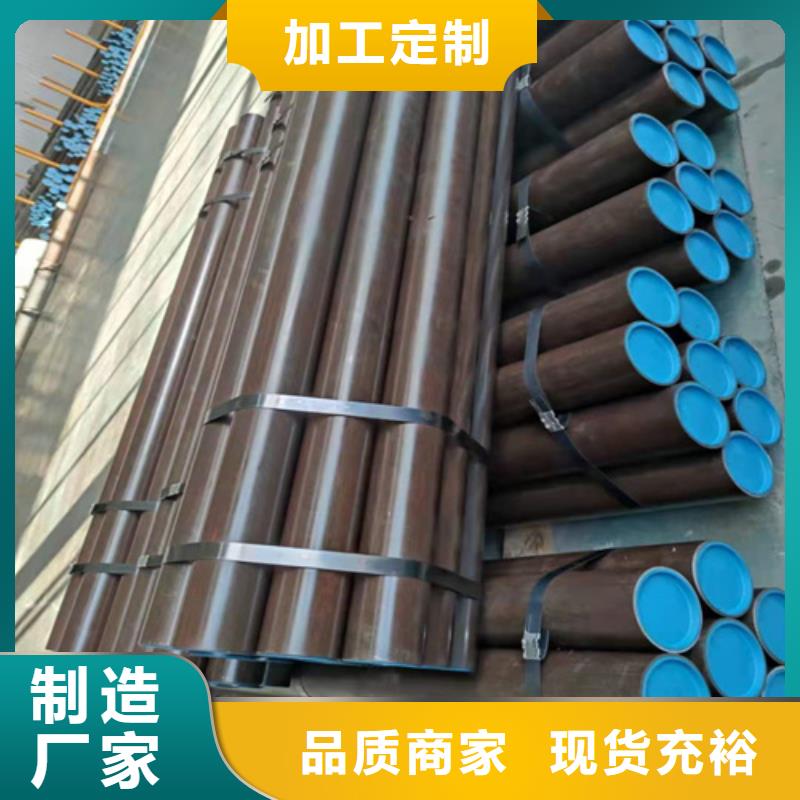
绗磨管加工工艺原理绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。



- 2025现货供应##香椿##型号齐全 2025-10-03
- 卖不锈钢复合管栏杆的销售厂家 2025-10-03
- 伸缩楼梯定做 2025-10-03
- 快速接头现货充裕 2025-10-03
- 落水系统周期短价格优 2025-10-03
- 本地红富士苹果厂商 2025-10-03
- 弯供机现货直销 2025-10-03
- 采购声测管必看-经验丰富 2025-10-03
- 桥梁护栏质量与价格同在 2025-10-03
- 无缝管实力批发厂家 2025-10-03
- NM360耐磨板采购厂家 2025-10-03
- 声测管厂家-鑫亿呈钢管有限公司 2025-10-03
- 发电机出租型号款式按需定制 2025-10-03
- 板厂家低价出货 2025-10-03
- 欢迎-不锈钢复合管护栏 2025-10-03
产品


联系方式
