生产不锈钢复合管_优质厂家
不锈钢表面损伤和夹带外来物的清洗方法如下:
不锈钢的制作经常是在有粉尘的场地进行,空气中常带有许多粉尘,它们不断地落在设备表面。它们可以用水或碱性溶液去除掉。不过,有附着力的尘垢需要高压水或蒸气进行清理。除粉尘外,表面铁的来源很多,其中包括用普通碳钢钢丝刷清理和用以前在普碳钢,低合金钢或铸铁件上使用过的砂子、玻璃珠或其它磨料进行喷丸处理,或在不锈钢部件及设备附近对前面提到的非不锈钢制品进行修磨。
在下料或吊过过程中如果不对不锈钢采取保护措施,钢丝绳、吊具和工作台面上的铁很容易嵌入或玷污表面。制作前或制作过程中有时会看到不锈钢产品或设备上生锈,这说明表面受到严重污染。
设备投入使用前必须把锈掉,彻底清理过的表面应通过铁试验和/或水试验进行检验。 研磨和机加工都会造成表面粗糙,留有凹槽,重叠和毛刺等缺陷。
现在的公路护栏板通常采用镀锌钢板,由此产生的问题包括:钢板易氧化生锈、容易刮伤汽车、生产成本比较高、较轻的冲击力容易造成护栏变形、生产过程容易产生污染。
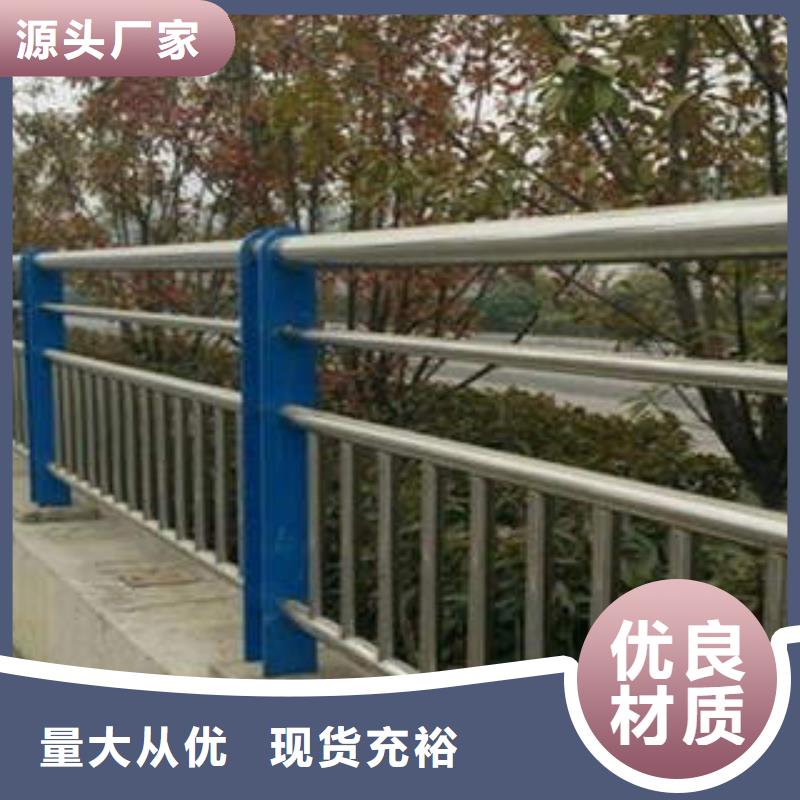
高速公路防撞护栏是重要的交通基础设施,我国高速公路是从80年代发展起来的,它对国民经济和社会的发展起着重要的影响作用。是高速公路重要维护和保障设施。
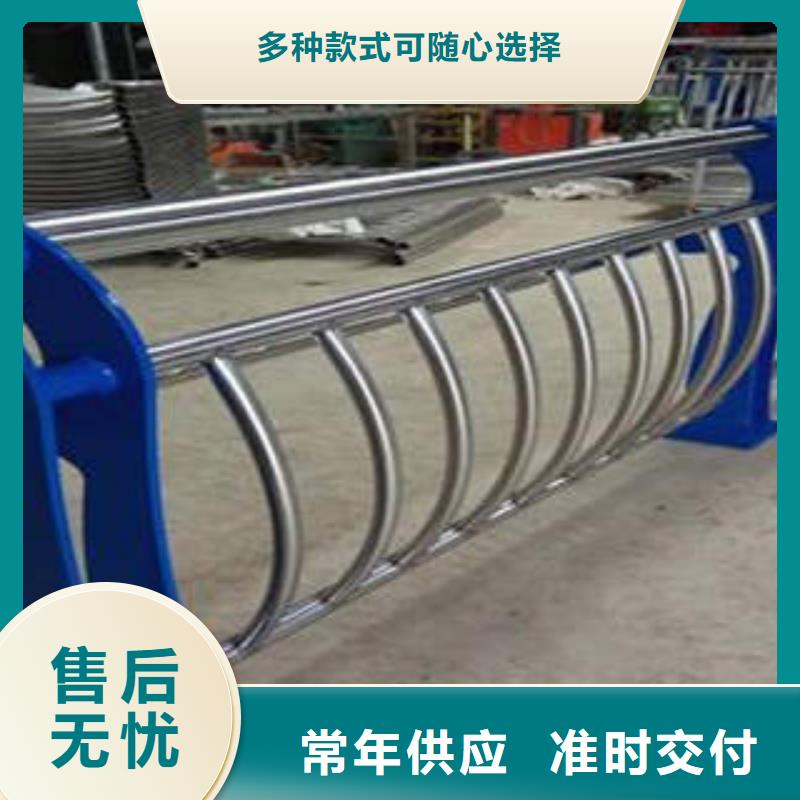
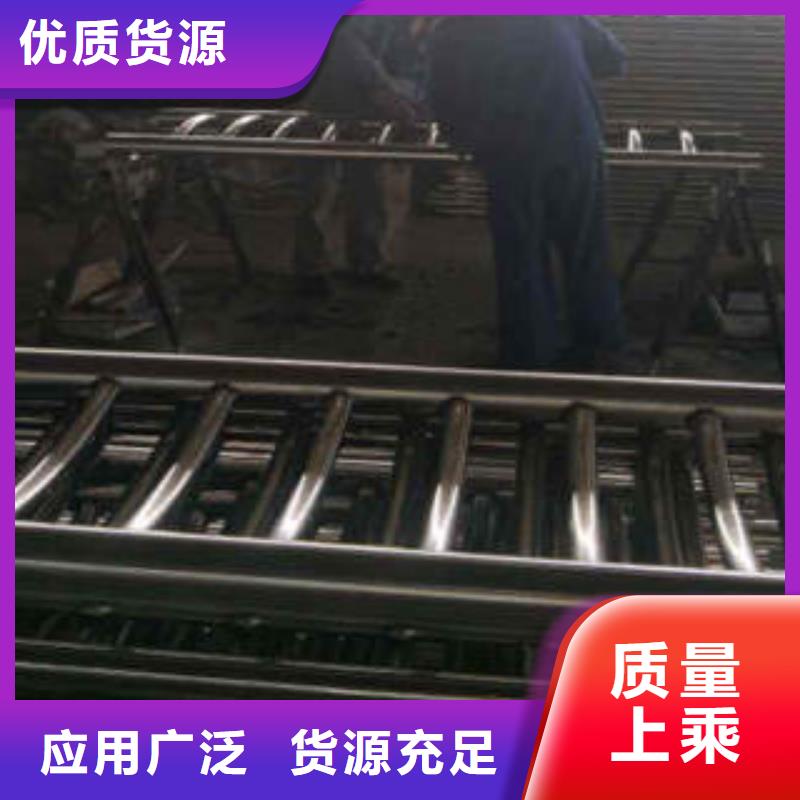
高速公路防撞护栏是典型的冷弯型钢产品,精密送料冲孔,18道轧辊缓慢成型,计算机定尺切断等先进的工艺条件,限度保证了防撞护栏板的形位尺寸和线形度。其截面尺寸完全符合YB4081-92标准要求。产品用途:广泛用于高速公路。材质:不锈钢复合管。
PVC高速公路新型防撞护栏与现有技术相比,具有抗冲击性好、成本低、寿命长、性更高、绿色环保等优点 栏板的宽度310MM,厚度:3MM、4MM。 1吨护栏板可铺:3MM厚的80米,4MM厚的61米 。每公里3MM厚的重12.3吨,4MM厚的重16.388吨。


常用不锈钢复合钢管的几种焊接方式方法,常用的不锈钢复合钢管的焊接方法是手工焊(MMA),其次是金属极气体保护焊(MIG/MAG)和钨极惰性气体保护焊(TIG)。虽然这些焊接方法对不锈钢工业的大多数人而言是熟悉的,但是小编认为对于不锈钢复合钢管的焊接方式值得深入探讨。
:手工焊(MMA):手工焊是一种非常普遍的、易于使用的焊接方法.电弧的长度靠人的手进行调节,它决定于电焊条和工件之间缝隙的大小.同时,当作为电弧载体时,电焊条也是焊缝填充材料。这种焊接方法很简单,可以用来焊接几乎所有材料.对于室外使用,它有很好的适应性,即使在水下使用也没问题。大多数电焊机可以TIG焊接.在电极焊中,电弧长度决定于人的手:当你改变电极与工件的缝隙时,你也改变了电弧的长度.在大多数情况下,焊接采用直流电,电极既作为电弧载体,同时也作为焊缝填充材料.电极由合金或非合金金属芯丝和焊条药皮组成.这层药皮保护焊缝不受空气的侵害,同时稳定电弧.它还引起渣层的形成,保护焊缝使它成型.电焊条即可是钛型焊条,也可是缄性的,这决定于管材的厚度和成分.钛型焊条易于焊接,焊缝扁平美观.此外,焊渣易于去除.如果焊条贮存时间长,必须重新烘烤.因为来自空气的潮气会很快在焊条中积聚。
第二:MIG/MAG焊接:这是一种自动气体保护电弧焊接方法.在这种方法中,电弧在保护气体屏蔽下在电流载体金属丝和工件之间烧接.机器送入的金属丝作为焊条,在自身电弧下融化.由于MIG/MAG焊接法的通用性和特殊性的优点,至今她仍然是世界上为广泛的焊接方法.它使用于钢、非合金钢、低合金钢和高合金为基的材料.这使得它成为理想的生产和修复的焊接方法.当焊接钢时,MAG可以满足只有0.6mm厚的薄规格钢板的要求。这里使用的保护气体是活性气体,如二氧化碳或混合气体.的限制是当进行室外焊接时,必须保护工件不受潮,以保持气体的效果。
第三:TIG焊接:电弧在难熔的钨电焊丝和工件之间产生.这里使用的保护气体是纯氩气,送入的焊丝不带电.焊丝既可以手送,也可以机械送.也有一些特定用途不需要送入焊丝.被焊接的材料决定了是采用直流电还是交流电.采用直流电时,钨电焊丝设定为负极.因为它有很深的焊透能力,对于不同种类的钢是很合适的,但对焊缝熔池没有任何“清洁作用”. TIG焊接法的主要优点是可以焊接大材料范围广.包括厚度在0.6mm及其以上的工件,材质包括合金钢、铝、镁、铜及其合金、灰口铸铁、普通干、各种青铜、镍、银、钛和铅.主要的应用领域是焊接薄的和中等厚度的工件,在较厚的截面上作为焊根焊道使用。



所有不锈钢冷加工实际上像焊接一样,都会给不锈钢钢管的性能,尤其是耐蚀或耐热性能带来不可避免的损害。不锈钢特别是奥氏体不锈钢具有优良的塑性,使得诸如冷拔、冷轧、冷滚轧、冷弯、冷胀、冷扭曲等冷加工方式很容易实现,不进行固溶处理会出现以下具体情况。
1、会导致材料晶格位错等微观缺陷和表面粗糙度的增加,并诱发马氏体相变及碳化物的析出。如冷加工后奥氏体钢呈现出磁性增加现象。
2、导致材料晶格位错或相变发生在表面,就会成为孔蚀等局部腐蚀的始发位置。这种现象在变形程度达到20%减断面率时会出现直接不良影响。
3、冷加工以后将在材料中留下残余应力,残余应力对材料的抗应力腐蚀开裂(scc)极为不利。任何程度的冷加工对会使材料的scc敏感性大增。
4、冷加工程度对奥氏体不锈钢的高温持久强度也有不良影响。一般工作温度越高或断裂寿命要求越高,允许的冷加工程度也越低。
5、对于承受交变载荷的不锈钢钢管应用,冷加工会因伸长率和剩余伸长率降低使其开裂扩展速率上升而造成不利影响。
综上所述,不锈钢焊管必须进行固溶和光亮处理,以保证不锈钢焊管达到耐腐蚀性能和防止奥氏体碳化物析出。
双金属复合管由两种不同金属材料构成,管层之间通过各种变形和连接技术形成紧密结合,从而使两种材料结合成一体而制成的一种新型金属复合管材。其一般设计原则是基材满足管道设计许用应力,复层抵抗腐蚀或磨损等。双金属复合管兼有基层和复层的所有优点,相对于整体合金管能有效降低成本,而且在对整体合金管具有应力腐蚀开裂敏感性的氯化物和(或) 酸性环境中复合管可以提高性和可靠性。随着工业技术的发展,环境介质的复杂化,以及竞争的加剧,许多行业对金属管材综合性能的要求越来越高,因而双金属复合管及其生产技术得到迅速发展。


优点:生产率高、质量好、成本低,并可大量节省金属材料的损耗,因此是目前应用极为广泛的复合材料生产技术。轧制结合的复合板占复合板总产量的90%,而且经常应用于壁厚小于32mm的管材的加工。
缺点:一次性投资大,而且很多材料组合不能通过轧制复合实现。目前应用广泛的还是利用轧制工艺进行碳钢、不锈钢有缝复合管的制造。
热挤压一般是针对双金属管坯进行的,称为复合挤压(coextrude)。复合挤压目前是生产不锈钢和高镍合金无缝复合管的好方法,日本制钢所利用这种方法生产8in(203.2mm)以下的双金属复合管。它是将两种以上的金属组成的一大直径复合坯料加热到1200℃左右,然后挤过由模具和芯轴形成的环状空间。当挤压坯料截面缩减到10:1时,高的挤压压力和温度会在界面处产生“压力焊”的焊接效应,促进界面间的快速扩散和广泛结合,实现界面的冶金结合。挤压前的复合管坯制造方法有三种:由锻造坯料通过热穿孔和放大挤压获得;直接离心旋铸;用耐蚀粉末颗粒。也有内外两种金属原材料均采用粉末的,称为“nuval”工艺,可以开发新型合金,但粉末制备成本太高。复合挤压的优缺点分别为:
优点:界面为冶金结合;挤压过程中涉及的力完全是压应力,因此特别适合于热加工性不好、塑性低的高合金金属的加工。
缺点:由于结合决定于挤压过程中极短时间内的元素界面扩散,通常会因氧化物膜的存在而受到影响,因此目前复合挤压仅限于碳钢、不锈钢和高镍合金间的复合。需要指出的是,热挤压的变形抗力小,允许每次变形程度大,导致表面粗糙度较高,因此也有先热挤压再进行冷轧(或冷拔)制造复合管的方法。



濮阳台前茂硕钢铁 有限公司视 不锈钢碳素钢复合管护栏厂家产品质量为企业的生命,我们从原材料到产品出厂的全过程进行质量跟踪控制。完善的质量管理体系和检测设备为用户提供质优 不锈钢碳素钢复合管护栏厂家产品提供可靠保证。
产品






- 锤片式粉碎机生产厂家欢迎订购 2025-09-29
- 精密钢管单价 2025-09-29
- 精密管量大从优 2025-09-29
- 定做天沟 2025-09-29
- 弯供机生产设备先进 2025-09-29
- 专业生产制造坡道 2025-09-29
- 不锈钢复合管护栏多年生产经验 2025-09-29
- 质量好的不锈钢复合管厂家 2025-09-29
- 板、板生产厂家-值得信赖 2025-09-29
- 香椿苗合格才发货 2025-09-29
- 生产弯管机 2025-09-29
- 优质不锈钢复合管护栏-不锈钢复合管护栏厂家 2025-09-29
- 有现货的劈裂机供应商 2025-09-29
- 扁钢定制加工 2025-09-29
- 板厂家直接报价 2025-09-29
联系方式
