绗磨管近行情
更新时间:2025-09-29 18:37:21 ip归属地:鞍山,天气:多云转晴,温度:17-27 浏览:2次


- 发布企业
- 九冶管业(鞍山市铁东区分公司)
- 报价
- 电议
- 品牌
- 电议
- 供货总量
- 电议
- 运费
- 电议
- 关键词
- 绗磨管
- 所在地
- 丁块工业园
- 联系电话
- 17706353138
- 手机
- 17706353138
- 联系人
- 李经理 请说明来自商助贸易宝,优惠更多
详细介绍
鞍山铁东九冶管业有限公司成立以来,一直秉承“做好自己、做好 绗磨管产品、同心同德共创美好生活 ”的经营理念,持续关注技术研发和制造技术,向社会提供创新优质 绗磨管产品,为人类创造、便捷、舒适的生活。



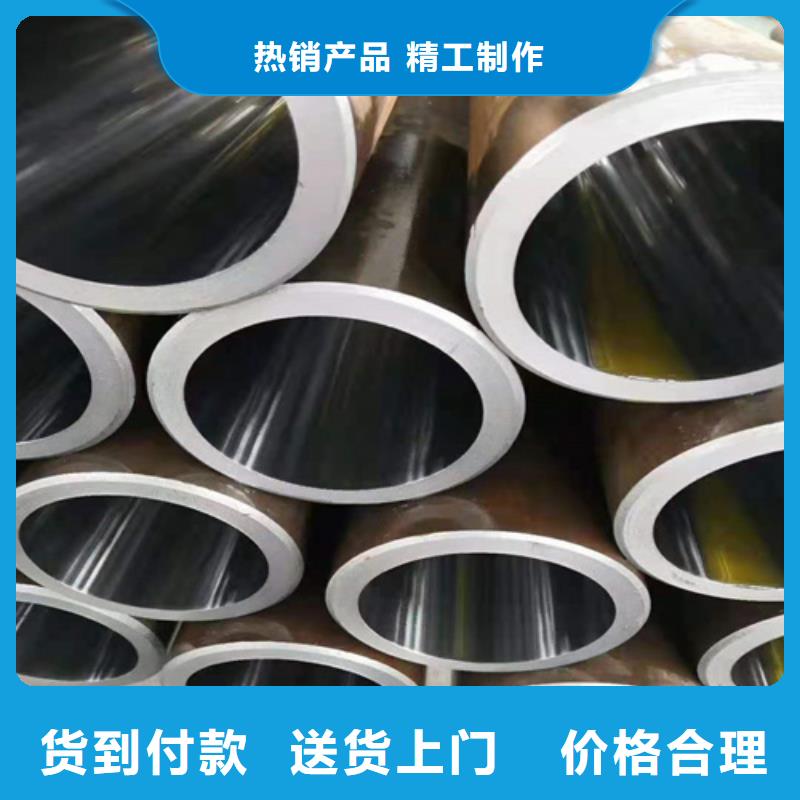
要想使珩磨管获得良好的珩磨效果,除选用先进的珩磨工具及正确选用磨条材料和粒度外,珩磨时采用工艺参数对加工质量和生产率也有很大的影响。比如说适当增加珩磨的往复运动速度,除了提高工效外,还能改善表面质量。还有关于管材珩磨中的珩磨压力,也就是砂条作用在工件表面的压力,决定于被加工表面的硬度,磨条的性质及加工的表面粗糙度要求。为了减小珩磨时工件的发热,及时排除切屑以细化表面粗糙度,在珩磨时必须施加润滑冷却液,保证珩磨管的精度。由于珩磨管具有中空截面的特殊结构,因此它被广泛用作于输送流体的管道,比如石油、天然气、水以及一些固体物料的输送管道都是用珩磨管制成的。当然除此之外,珩磨管也是制造布局件和机械零件的选择之一。



不管什么设备,不管设备的质量有多好,都有使用时限,但是如果平时使用正确、维护好,可以有效延长使用寿命,液压油缸是液压系统中的一员,怎样延长液压油缸的使用寿命?
液压油缸要防锈,因为液压油缸的活塞部分在工作状态中是要伸出油缸的,自然就会受到氧化物的、酸性气体的侵蚀,因此要采取一些措施进行防锈,以免重要部件受侵蚀而被损坏。
还要开箱换油。因为长时间使用,难免会有异物进入液压油缸中,这样在使用中就会发生摩擦增大现象,另外,液压油也是有一定的使用寿命,长时间不换油会损坏或者侵蚀液压油缸内部。
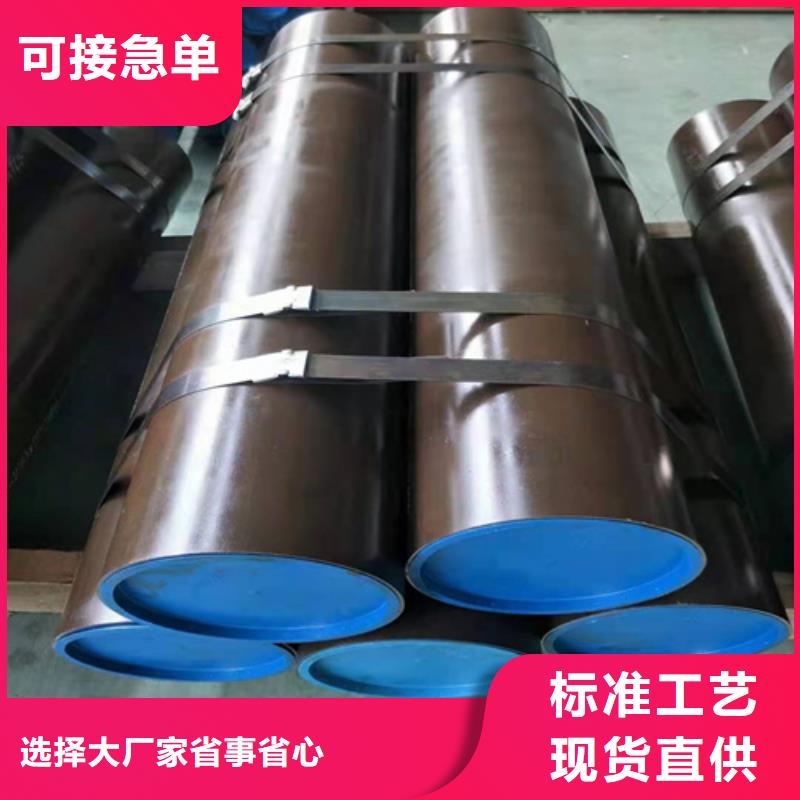
珩磨管属于无缝钢管的深加工产品,内孔精度高,光洁度高,耐磨性好,主要用来加工生产各种液压设备,同时也能为煤矿等生产企业提供配套的液压配件。


主要的还是外包层的运用,就是在珩磨管表面增设外包层,可以现浇成型,也可以采用喷涂法。同时外包层也可以用珍珠岩、石棉、石膏或石棉水泥、轻混凝土做成预制钢管,采用胶粘剂、钉子、螺栓固定在钢布局上,同样能提高珩磨管的防火性。油缸缸筒选用的就是大口径的珩磨管,并在其端部配有支承衬套,要跟大家强调的是珩磨管支承衬套的装配部位和装配间隙,不能出现较大的误差,以免损坏缸筒内壁,甚至是导致钢桶报废。一般情况下,支承衬套是镶在珩磨管导向套内径凹槽处,它主要是对活塞杆起导向及支承作用,要求其内径与活塞杆外径间隙保持在0.08-0.16mm之间。如果间隙小于0.08mm时,活塞杆的运动阻力就会增大,造成油缸发颤,支承衬套磨损加快,严重时伴有异响,失去支承作用。



1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。