厚壁无缝钢管源头厂家报价
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 范围 | 厚壁无缝钢管报价供应范围覆盖四川省、成都市、金牛区、锦江区、青羊区、武侯区、成华区、龙泉驿区、青白江区、新都区、温江区、金堂县、双流区、郫县、大邑县、蒲江县、新津区、都江堰市、彭州市、邛崃市、崇州市等区域。 |
成都金牛星腾伟业金属材料有限公司主要销售 无缝钢管等,我公司凭借优良的管理、开发优势,借助超前的开发理念、先进的发展思想以及成功的运作模式,公司的规模也不断地发展壮大.公司不断进取,加快加强项目开发运作,进一步完善开发机制,强势打造公司的品牌效应。
公司采用现代化的管理理念,坚持以质量求生存,以诚信求发展,逐步登上全球化的竞争平台。我们还要坚持“服务客户,造福员工,协同发展,奉献社会”的经营理念,不断丰富“科技为先,品质为本,追求卓越,诚信未来”的企业文化内涵,积j i参与市场竞争,靠诚信广交朋友,靠服务增进感情,真诚为客户创造价值,为广大客户提供优质可靠的产品和全心全意的服务。
欢迎国内外客户来函来电来人洽谈业务!愿与广大客户和同行朋友真诚合作,共创辉煌事业!



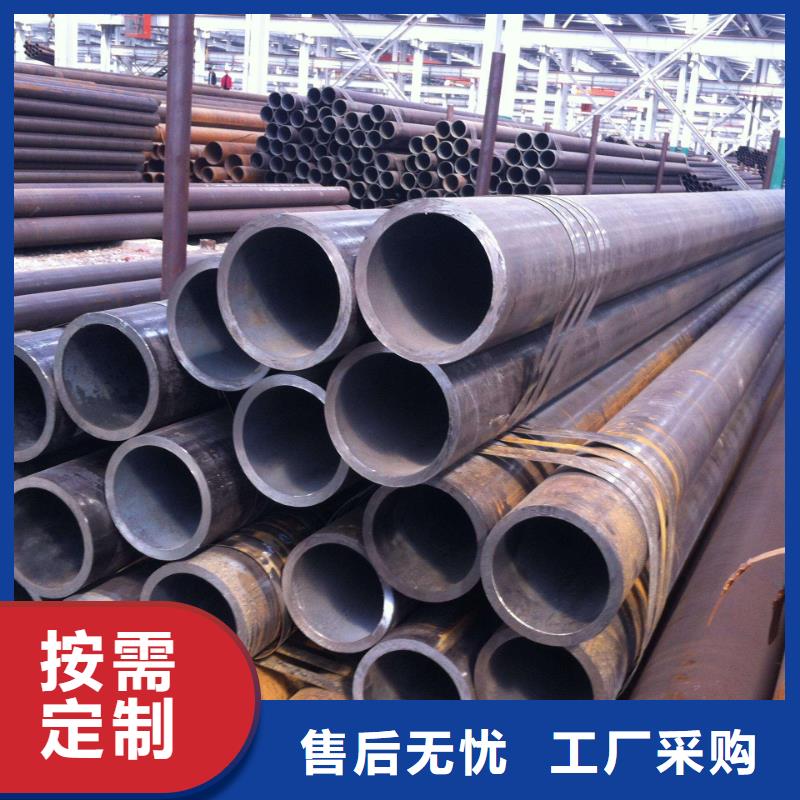
厚壁无缝钢管一般是指外径(D)与壁厚(S)之比(D/S)小于20的无缝钢管,其中外径与壁厚之比(D/S)小于10的又称为超厚壁无缝钢管。
厚壁尤缝钢管常用于火(核)电、船舶、化工及石油等行业中高温高压流体的输送,工作状态下需承受内部流体较高的压力和温度,故其质量和性能要求较A。其钢种主要有优质碳紊结构钢、合金结构钢、不锈钢和特种合金等。
目前,世界上生产超厚壁无缝钢管采取的生产工艺主要有皮尔格轧制法、自由锻造法、穿孔拉拔法及热挤压法等。其中,热挤压法。近年来受到闰内、外齊遍关注,它是将金属坯料加热至再结晶温度以上,利用挤压机的压力,由挤压动校对金属坯料加以挤压,使坯料在三向压应力作用下从挤压模口流出,从而获得所需
要挤;玉件的一种塑性成形方法。根据挤压设备与挤压方向的不同,热挤压法又可分为卧式挤压法和垂直挤压法。与其他工艺相比,垂直挤压法具有产品规格范围广、材料利用率高、产品质跫好和制造周期短等一系列优点。
针时厚壁无缝钢管的特.饭,时热挤压法制造无缝钢管中的垂直挤压工艺进行研究。介绍了厚壁无缝钢管热挤压的工艺流程,并重点分析模具结构和润清条件热挤压工艺过程中的两大重要因素。终提出了多角度挤压入模角的模具结构及模具一坯料复合润滑方案,在降低挤压力的同时获得了表面质童较高、综合力学性能较好的厚壁无缝钢管。



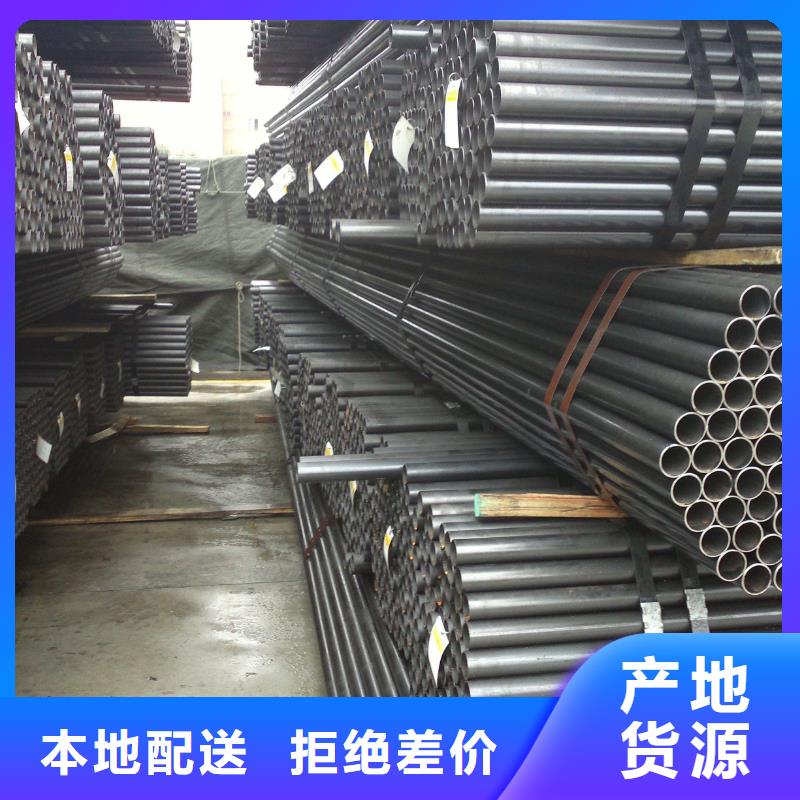
厚壁无缝钢管在机械、石油、化工等行业应用广泛,传统的切割工艺存在加工效率低、自动化程度低等问题.近年开发的钢管数控仿形锯切技术使用专用锯切设备和锯片,不仅能够快速、的锯切大直径ERW焊管,而且在大型厚壁无缝钢管的生产和加工中得到了应用.由于采用了数控仿形锯切的原理,可以使用较小直径的硬质合金齿涂层锯片锯切 φ720mm×60 mm 的钢管,适用钢级达到N80以上.经过生产使用证明,厚壁无缝钢管的仿形锯切生产效率高、锯切质量好,工作噪音低,性能好.
随着机械、石油、电力等行业的快速发展,对大直径厚壁无缝钢管的需求不断增加。为此,国内近年来新建了多条厚壁钢管生产线和石油钢管加工线,对钢管的切断加工提出了更高要求。对于大规格厚壁无缝钢管,传统的切断方法主要有旋转式切管机和双金属带锯机两种形式。它们的特点是投资少,但加工效率较低,而且不易于形成自动化锯切生产钱,因而自动化程度不高,难以适应钢铁行业中连续式、大批量生产的需要,因此急需开发一种新型的厚壁无缝钢管锯切技术和工艺方法。


2 成品钢管的周向壁厚分析本文在进行钢管张力减径的有限元计算过程中发现.划分的有限单元网格产生崎变.单元节点与其径向位!偏离较大.由此会导致在 Marr 自带的后处理模块中计算成品钢管峨厚时会产生较大的误差。因此,本文将有限元计算获得的结果文件导入到 CAD 软件中进行壁厚侧.,能充分保证侧盆的准确性。钢管周向璧尽按图 3 所示位 t 进行侧盆。图 4 为本文经过计算获得的不同壁厚的钢愉减径后的璧厚沿周向分布图。可以粉出变形后的成品
钢管的壁厚并不一致.且都出现了内多边形现象.壁厚越小。出现的内多边形现象越严欢。分析产生内多边形的原因主要有如下 3 点: ( 1 )轧辊孔型的椭阂形状导致张力减径过程中金属沿孔型圆周方向的压下峨出现趋异.辊底处的压下反较大而辊缝处压下盆较小;同时,辊底的金属和辊缝的金属变形时的流动方式不一样,辊底金属向内侧流动,而辊缝金属向外侧流动。 ( 2 )轧辊运动时,其横截面上不同位,的线速度导致了钢管表面的牵擦力分布不均。图 5 给出了变形过程中钢管表面的雌徐力分布云图.从图中可以粉出,由于钢管的线速度小于辊缝处的线速度.而大于辊底处的线速度,由此造成了康擦力方向在辊缝位且与轧制方向相同,而在辊底位置雌擦力与轧制方向相反.并在辊缝处形成了轴向压应力 M ,而在辊底处形成轴向拉应力,并且越帐近辊缝和辊底位, . 康擦引起的附加应力越大。



产品






- 工字钢期待与您合作 2025-08-31
- 防撞护栏-物美价廉 2025-08-31
- 现货充足的劈裂棒厂家 2025-08-31
- 泵管0元寄样 2025-08-31
- 角钢质量好发货快 2025-08-31
- 定制工角槽_厂家/供应 2025-08-31
- 无缝钢管-无缝钢管批发 2025-08-31
- 订购圆管弯曲机 2025-08-31
- 采购H型钢必看-价格低 2025-08-31
- 钢板厂家供应商 2025-08-31
- 桥梁防撞护栏质量为本 2025-08-31
- 定做无缝钢管 2025-08-31
- 镀锌花纹板生产商 2025-08-31
- 不锈钢管-物美价廉 2025-08-31
- 买无缝钢管认准鑫赢盛物资有限公司 2025-08-31
联系方式
