发货速度快的珩磨管生产厂家
南通崇川九冶管业有限公司坚持“用专业说话”的设计哲学及丰富的视野,始终聚焦客户需求,坚持自主研发,坚持以人为本,注重人才培养,致力于企业文化建设,全体员工精诚团结、不断创新;并与国内外数千家企业建立了长期稳定的合作关系,力争为用户提供优质的 精密管产品、优质的服务,的解决方案,为我国 精密管行业的发展做出巨大的贡献。



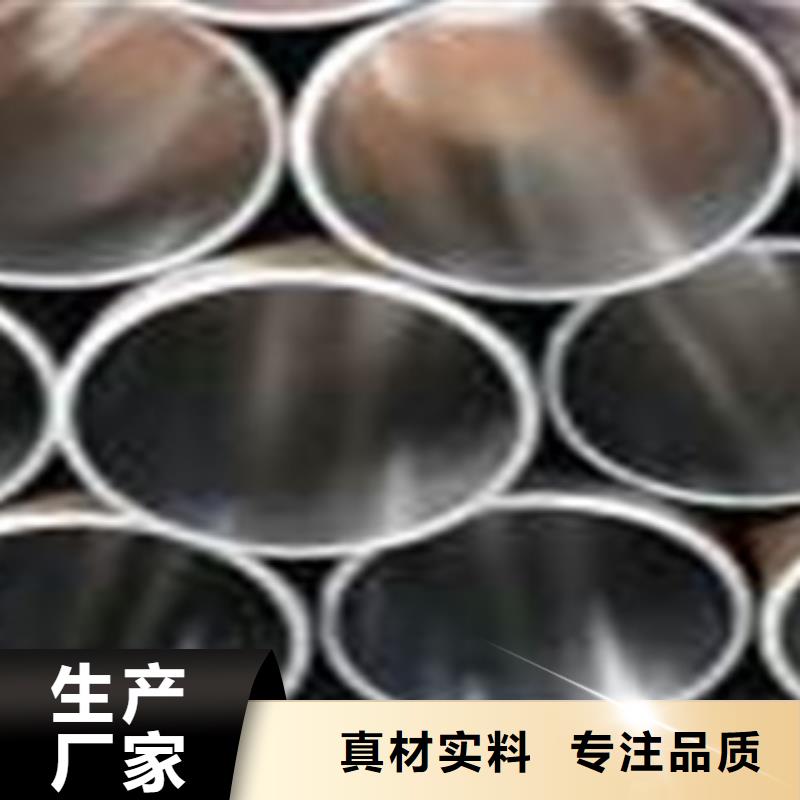
怎样修复珩磨管的表面缺陷
1、加大冷拔变形量
增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。
2、优选热轧管坯料
冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。
3、热轧管内孔缺陷清理
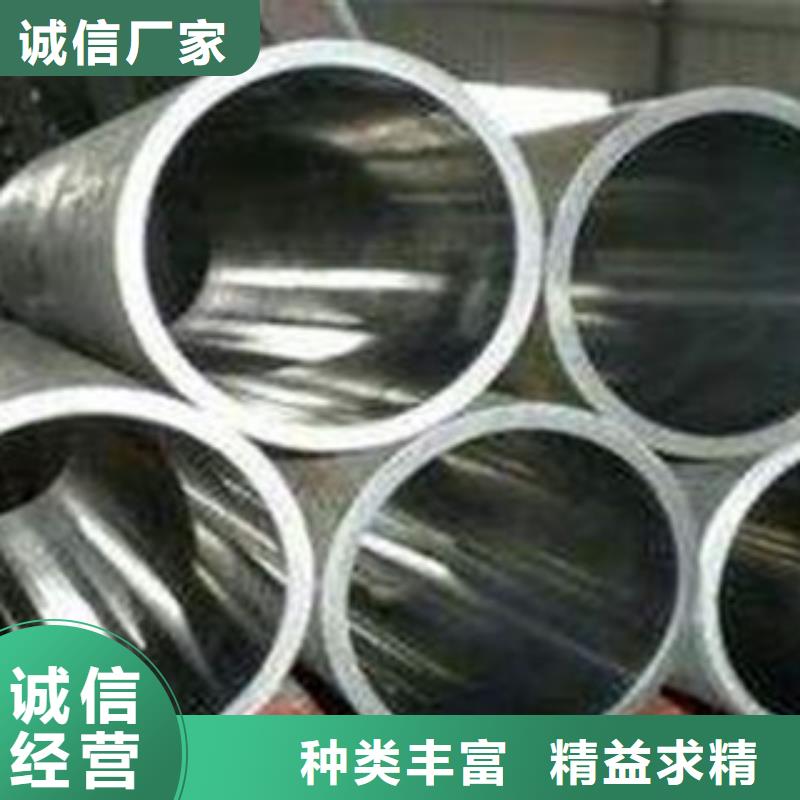
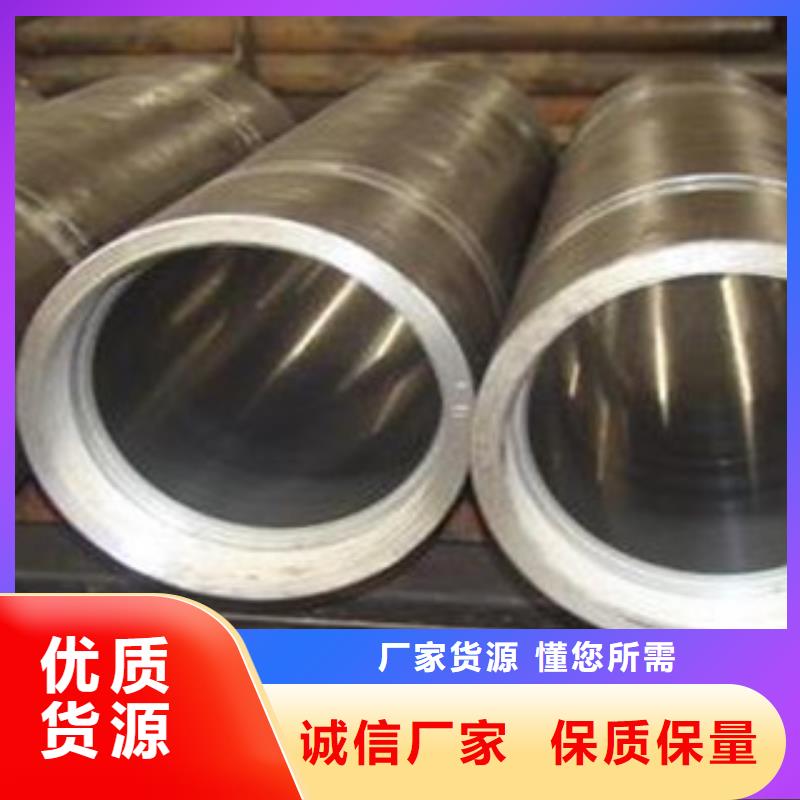
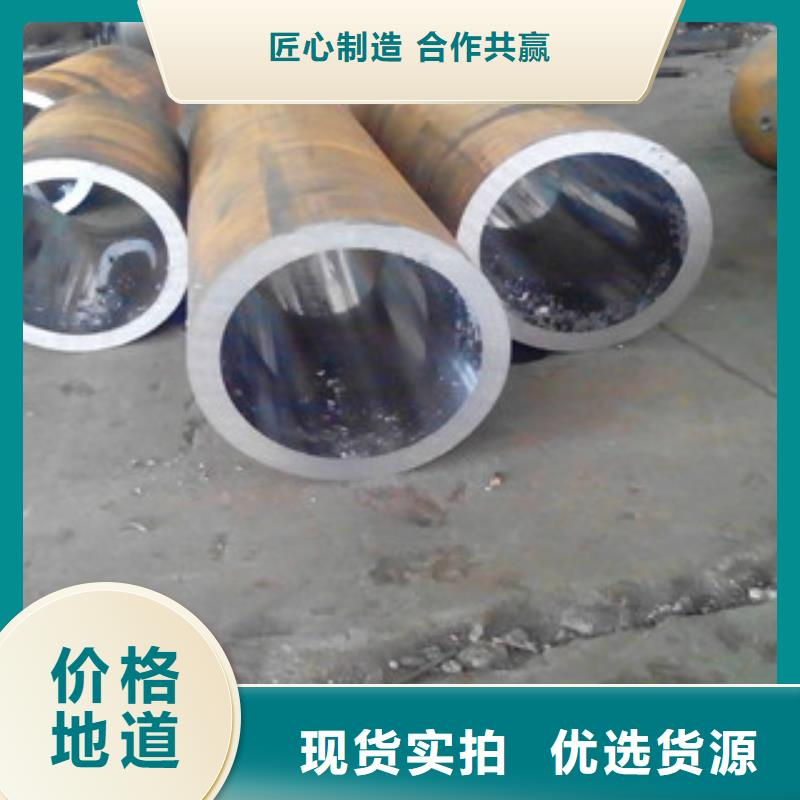
珩磨管的基本构成
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。
端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。



由于珩磨管的加工设备多数为单体布置的,因此整个过程属于间断性生产,由此可以看出,珩磨管生产的特点是管料在冷变形之前和一直到累积冷变形量达到了一定程度后,为了加工硬化及其他需要在继续冷变形之前,都要进行一系列准备工作。
为了保证产品品质,必须对管料进行仔细检查;对成型后的珩磨管,检查也是不可缺少的作业环节之一,确保其表面质量、尺寸、性能等都符合标准。
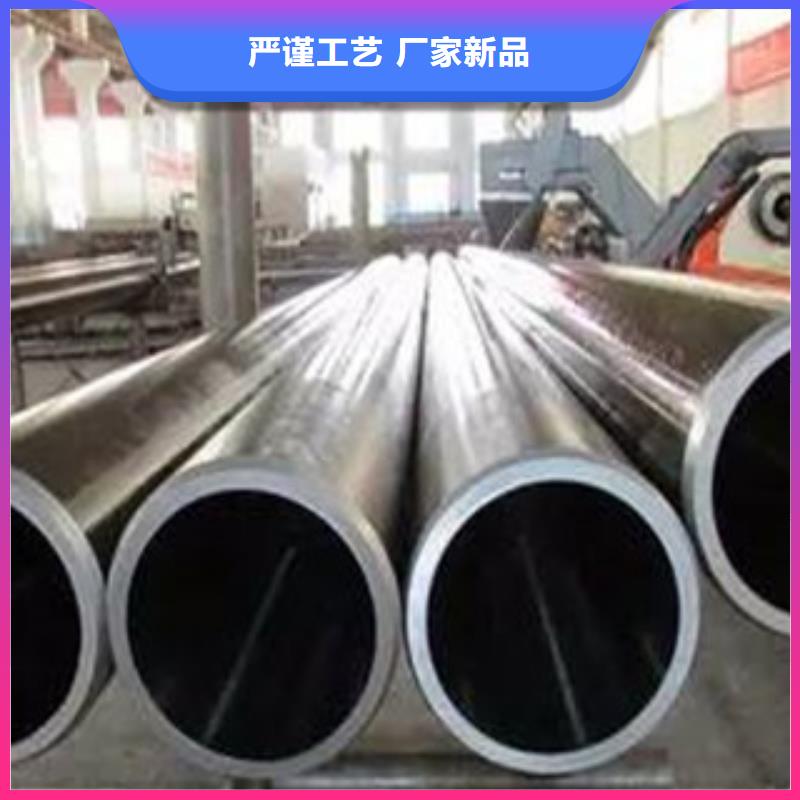
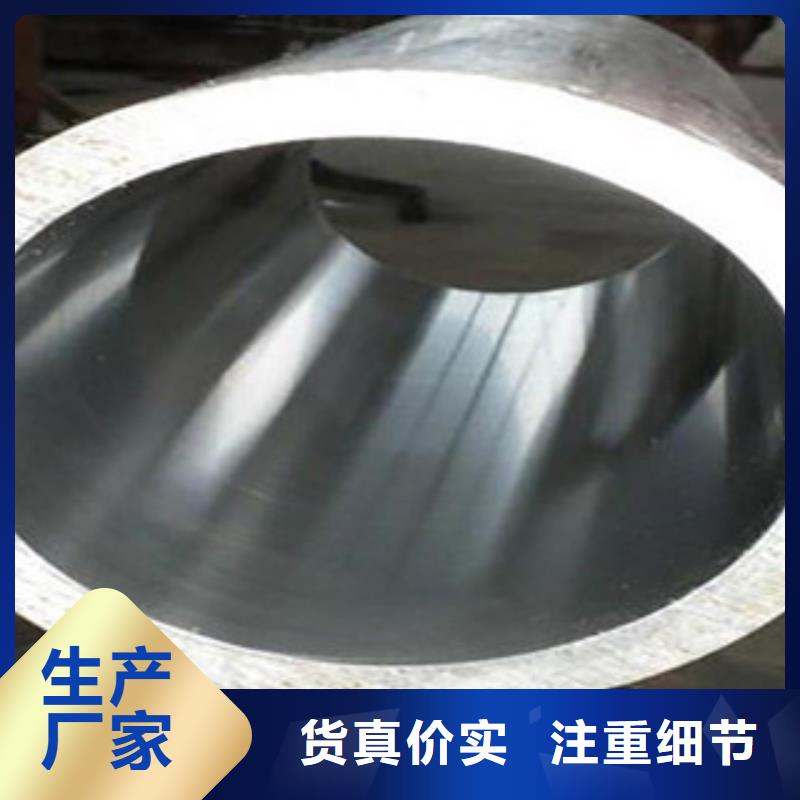
绗磨管加工工艺原理
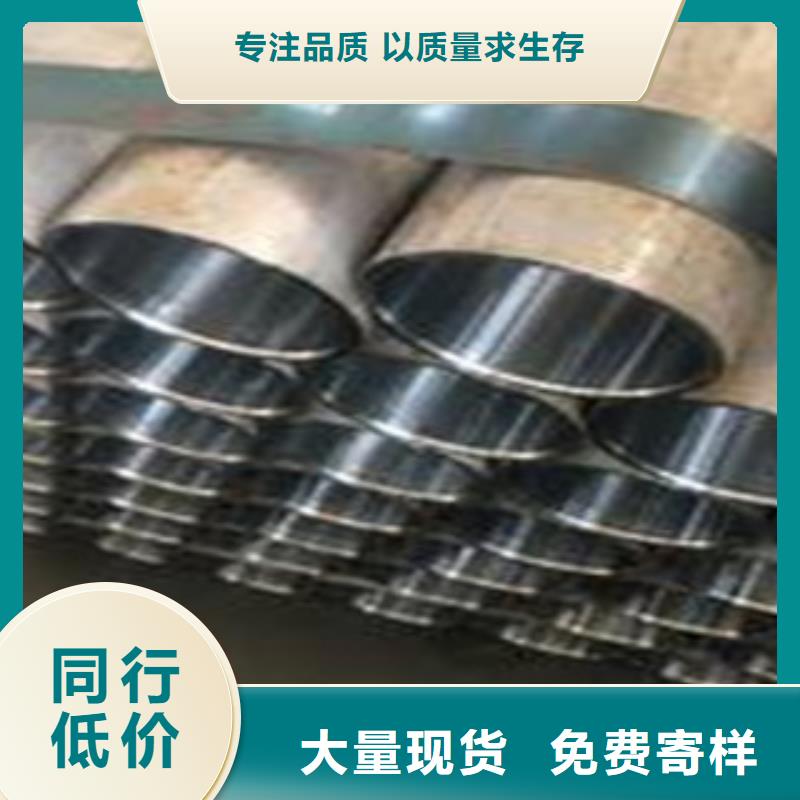
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面微小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。


上述这些问题都是关于珩磨管的,给出具体答案好让大家通过学习,来清楚明白,有正确认识,这样,也可以避免出错,进而,在产品的使用及利用上,其使用效果。
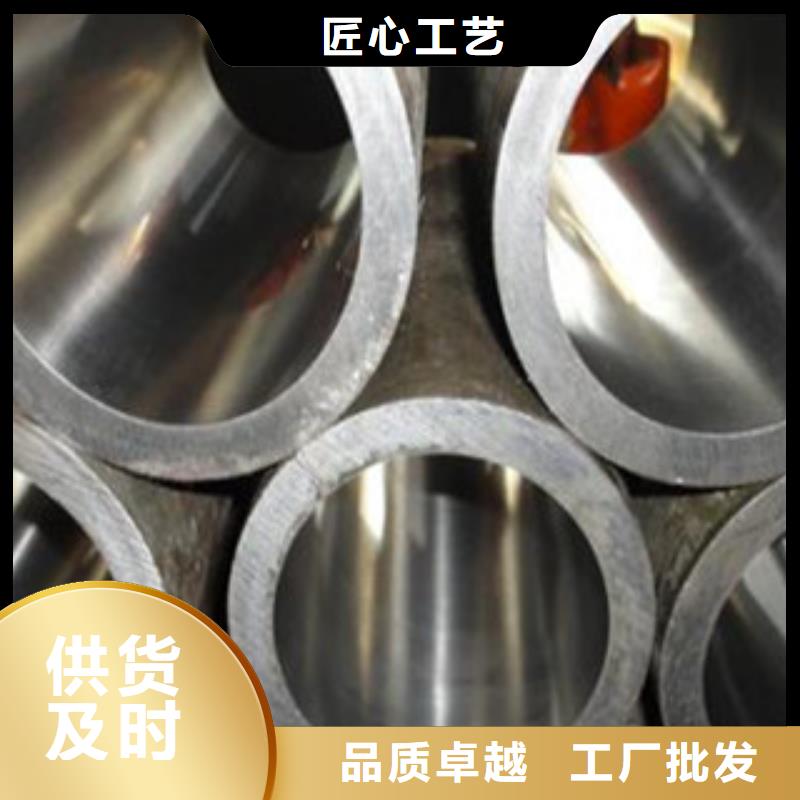
珩磨管,就是经过绗磨加工的无缝钢管。珩磨是一种机械加工工艺,通过珩磨头对冷拔管内孔进行往复高速磨加工工艺加工,使内孔达到我们所需要的公差尺寸及表面粗糙度要求。根据客户要求珩磨加工,能达到公差范围(如H7,H8,H9等),粗糙度能达到Ra0.4,椭圆度达到3~5丝范围内,长度长能到8m。
珩磨管采用滚压加工,由于表面层留有表面残余压应力,可以帮助于表面微小裂纹的封闭,阻止侵蚀作用的扩展。从而增加表面抗腐蚀能力,并能减小疲劳裂纹的产生或扩大,因而增加珩磨管疲劳强度。通过滚压成型,滚压表面形成一层冷作硬化层,减少了磨削副接触表面的性和塑性变形,滚压后,表面粗糙度值的减小,可增加配合性质
缸筒是液压缸的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造(又称冷拔管,珩磨管),使活塞及其密封件、支承件能顺利滑动,从而保证密封效果,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。 端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后必须更换端盖


- 镀锌加工优质供货厂家 2025-09-29
- 耐候板企业-值得信赖 2025-09-29
- 专业销售焊达耐磨板-大型厂家 2025-09-29
- 伸缩楼梯欢迎致电 2025-09-29
- 铝方通厂家好品质 2025-09-29
- 热销:复合管厂家 2025-09-29
- 优质波形护栏库存充足 2025-09-29
- :不锈钢复合管桥梁护栏厂家批发 2025-09-29
- 玻璃棉生产制造厂家 2025-09-29
- 护栏多少钱 2025-09-29
- 景区护栏现场安装 2025-09-29
- 不锈钢护栏大厂质量可靠 2025-09-29
- H型钢-口碑 2025-09-29
- 可定制的护栏实体厂家 2025-09-29
- 购买高强板满意后付款 2025-09-29
产品

联系方式
